워터젯 레이저(수도 레이저)란?
워터젯 레이저(Water-Guiding Laser, 수도 레이저)는 초고압 수류(水流)를 광학적 도파관으로 활용해 레이저 빔을 소재까지 전달하는 차세대 정밀 가공 기술입니다. 기존 공기 중 레이저가 초점 이탈 시 빔 품질이 급격히 저하되는 단점을 근본적으로 해결하며, 가공 중 발생하는 열과 파티클을 물이 실시간으로 냉각·세정합니다.
SiC(탄화규소), GaN(질화갈륨) 같은 3세대 반도체, AlN·Si₃N₄ 세라믹, 다이아몬드 등 기존 레이저로 가공이 어려웠던 소재를 열영향 없이 정밀 가공할 수 있어 반도체·항공우주·전력전자 분야에서 빠르게 주목받고 있습니다.
동작 원리 — 전반사를 이용한 수중 빔 가이딩
워터젯 레이저의 핵심 원리는 광섬유와 동일한 전반사(Total Internal Reflection) 현상입니다.
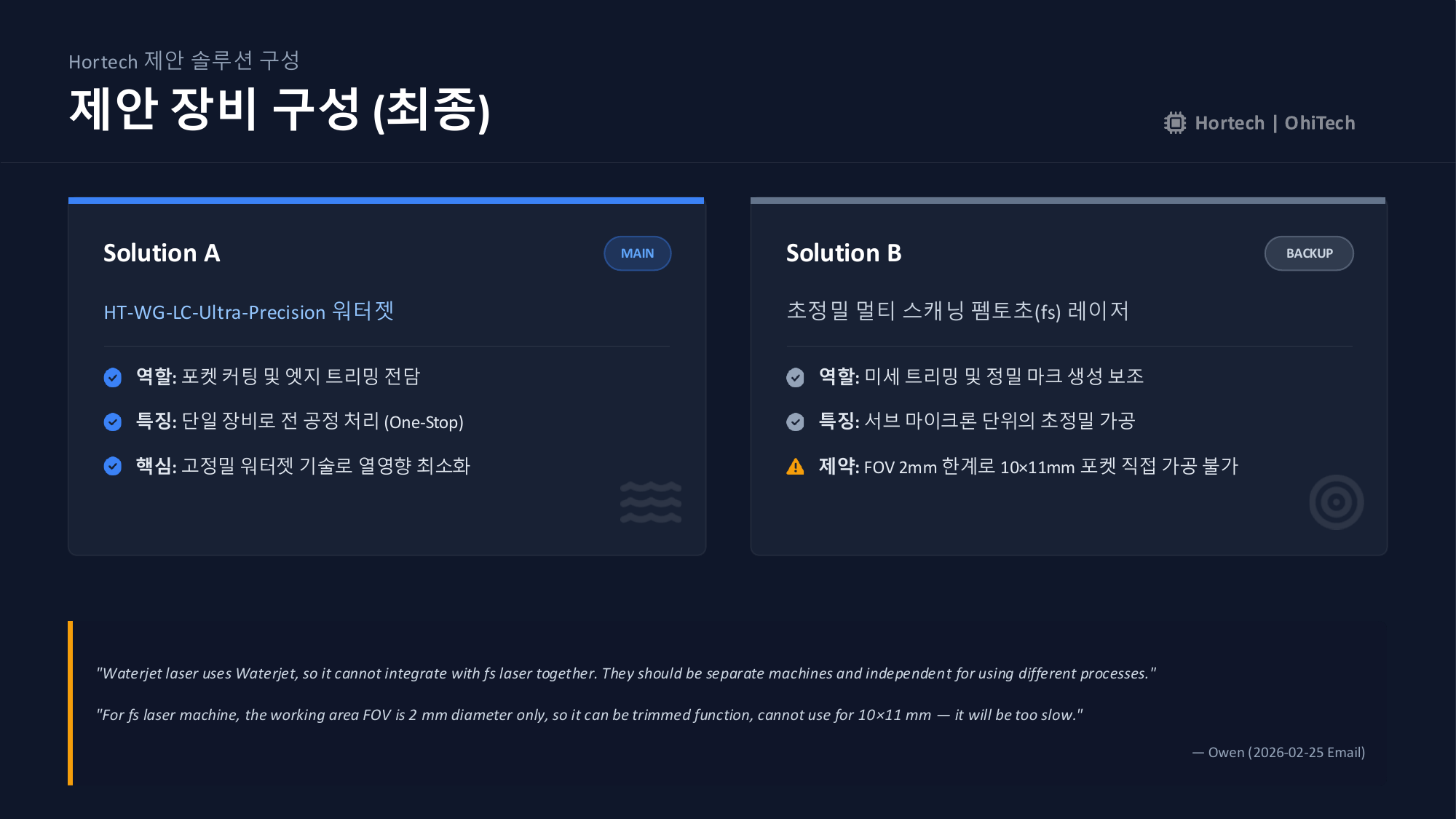
1. ns 그린 레이저(파장 515~532nm)가 집광 렌즈를 통해 초점을 형성합니다. 2. 초고압(50~800 bar)으로 가압된 고순도 탈이온수(DI water)가 직경 20~100μm의 노즐을 통과하며 안정적인 미세 수주(水柱)를 형성합니다. 3. 레이저 빔이 수주 내부에서 전반사를 일으키며 완전한 원통형 경로로 가공 소재까지 직진합니다. 4. 가공 중 발생한 용융물과 파티클은 수류에 의해 즉시 배출됩니다.
유효 작업 거리는 5~50mm이며, 소재 두께와 무관하게 초점 조정 없이 균일한 빔 직경을 유지합니다. 가공 소재 두께 0.01~30mm 범위를 처리합니다.
기존 레이저 가공과의 비교
| 항목 | 기존 레이저 | 워터젯 레이저 |
|---|---|---|
| 초점 관리 | 초점 이탈 시 품질 저하, 정밀 조정 필요 | 초점 조정 불필요 (전반사 유지) |
| 빔 형태 | 원추형 → 비평행 절단면 | 원통형 → 완전 수직 절단면 |
| 열영향부 (HAZ) | 존재 (재료 변질 위험) | 없음 (수냉 동시 가공) |
| 절단 종횡비 | 제한적 | 고종횡비 (kerf 폭 ≥ 20μm) |
| 파티클 처리 | 별도 세정 필요 | 수류로 실시간 제거 |
| 버(Burr) 발생 | 발생 | 없음 (수압으로 용융물 배출) |
| 3D 가공 | 제한적 | 가능 (비평면 표면 가공) |
| 표면 보호막 | 별도 도포 필요 | 불필요 (수막이 자동 보호) |
주요 장비 사양
| 항목 | 사양 |
|---|---|
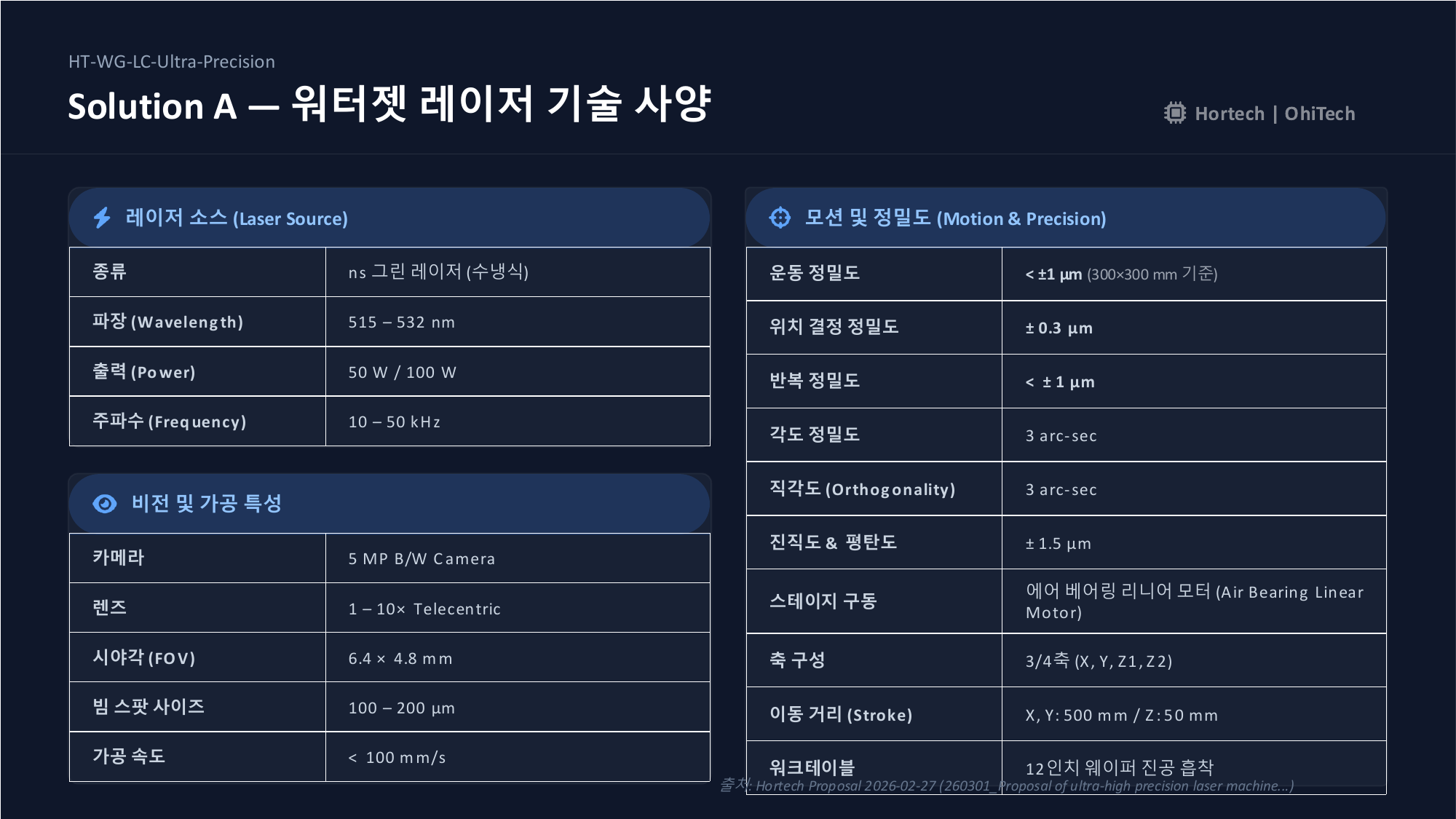
| 레이저 광원 | ns 그린 레이저 (파장 515~532nm) |
| 출력 | 25 / 50 / 100 W |
| 주파수 | 10~50 kHz |
| 노즐 직경 | Ø 20~100 μm |
| 수압 | 50~800 bar |
| 빔 스폿 크기 | 50 / 80 / 100 / 200 μm (커스텀 가능) |
| 작업 거리 | 5~50 mm |
| XY 반복 정밀도 | ±3 μm (300×300 mm 기준) / <±2 μm (옵션) |
| 가공 속도 | 최대 300 mm/s |
| 축 구성 | 3 / 4 / 5축 (A/B/C 회전축 옵션) |
| 작업 행정 | 300×300 mm / 500×500 mm / 1000×1000 mm |
| 환경 조건 | 온도 20~22°C, 습도 30~50% |
가공 가능 소재
워터젯 레이저는 특히 경도가 높거나 열에 민감한 소재에서 탁월한 성능을 발휘합니다.
| 소재 분류 | 대표 소재 |
|---|---|
| 3세대 반도체 | SiC (탄화규소), GaN (질화갈륨) |
| 고경도 금속 | 스테인리스, 구리, 알루미늄 (12mm 이상 두께 가능) |
| 세라믹 | AlN, Si₃N₄, ABF 복합 세라믹 |
| 기판류 | 실리콘 웨이퍼, Ge 웨이퍼, 유리 웨이퍼, TGV 기판 |
| 회로기판 | 다층 동박 PCB (8.3mm 두께), 동박 박판 (30μm) |
| 특수 소재 | 다이아몬드, 사파이어, 금속 필터 박막 |
주요 가공 사례
반도체·웨이퍼 가공
- SiC 웨이퍼 절단: kerf 폭 ~96μm, 깨끗한 절단면, 열영향부 없음
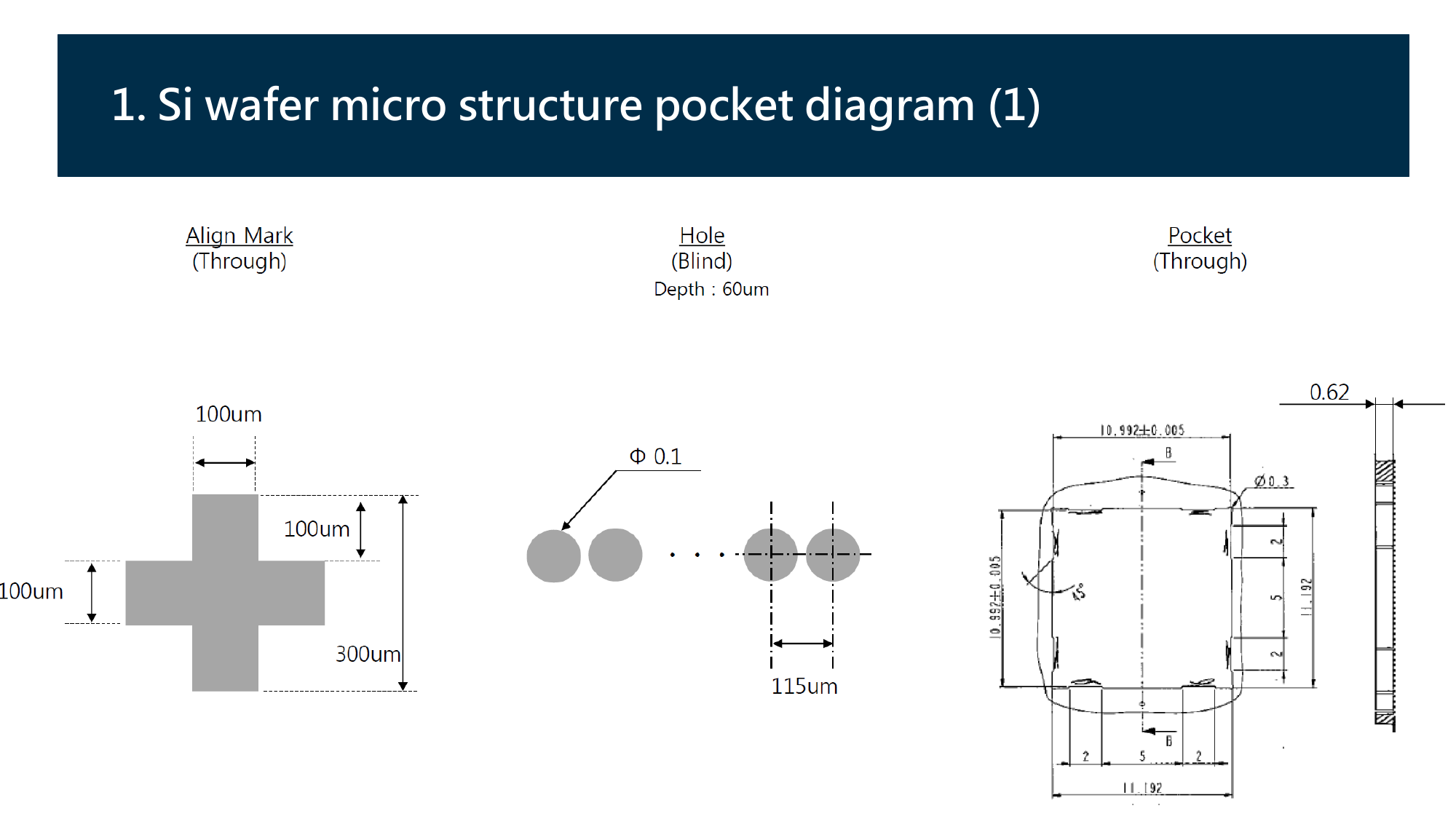
- Si 미세 구조: 인코더 디스크용 방사형 슬롯 (5μm 수준의 미세 가공)
- Ge 웨이퍼: 두께 0.2mm, 관통홀 및 블라인드 홀 (직경 >200μm)
- Si 이형 구조: 기어 형상, 이형 곡선 등 자유 형상 절단
세라믹·고경도 소재
- AlN / Si₃N₄ 세라믹: 수직홀 0.2~1mm, 열영향 없는 청정 가공
- ABF 복합 세라믹: 수직홀 0.25~1mm 고밀도 배열
- 6061 알루미늄 합금: 원통형 홀 직경 300μm, 깊이 6mm
금속 정밀 가공
- 스테인리스 2mm: 200μm 직경 수직홀 고밀도 배열
- 다층 동박 PCB 8.3mm: 완전 수직 절단면 구현
- 동박 / SS316 박판 (30~50μm): 고밀도 필터 홀, 열영향 없음
- 구리 / 알루미늄 12mm: 이형 절단 및 수직 정밀 가공
방열 구조 가공
- 금속 블록에 직접 초고밀도 핀 어레이(방열 기둥) 가공
- 반도체 패키지 및 AI 서버용 마이크로채널 히트싱크 제작
특허 기술 — 이형 절단과 등에너지 펄스 동기 제어
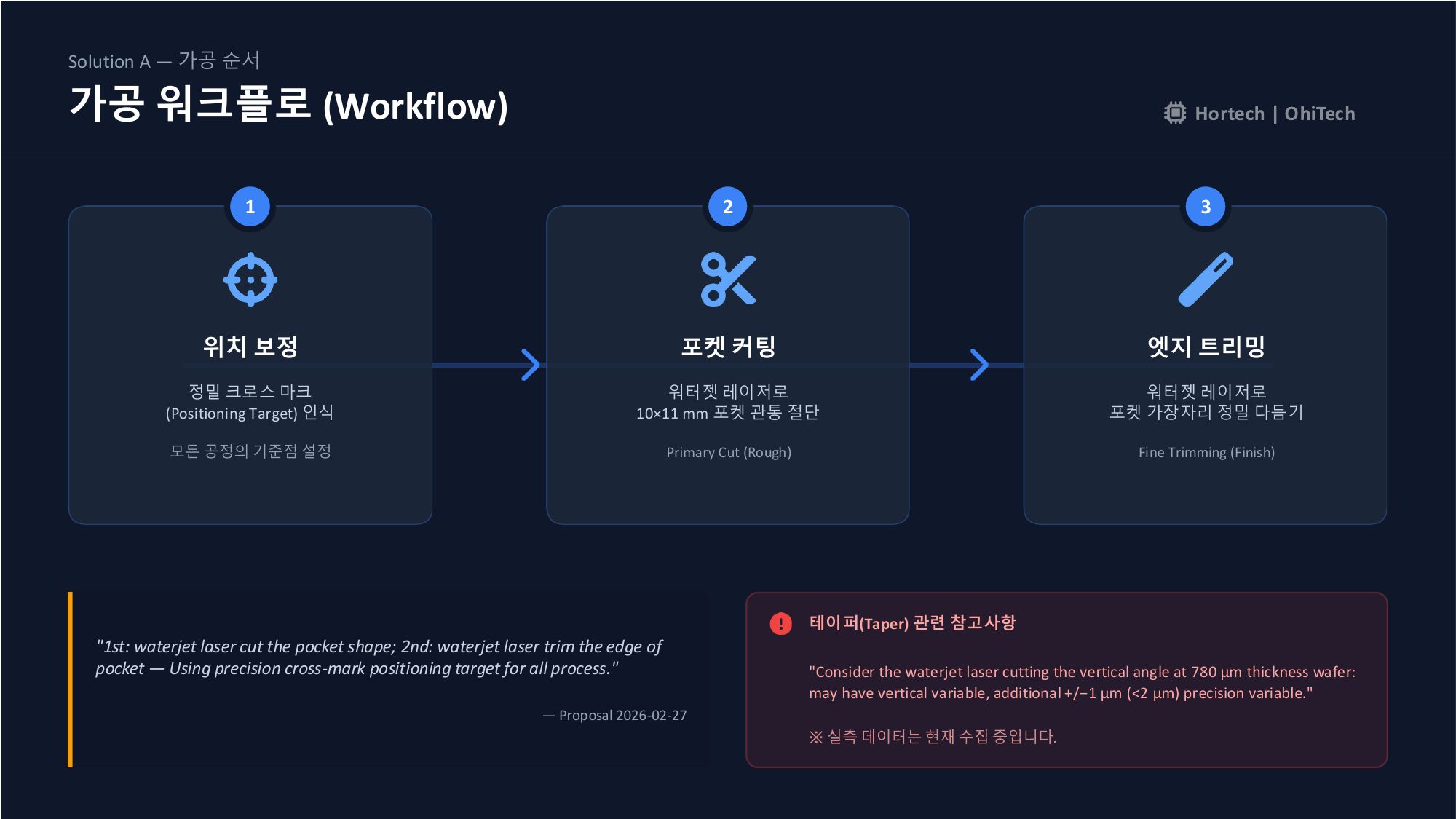
기존 수도 레이저는 직선 가공에만 적합하다는 한계가 있었습니다. OHI Tech가 공급하는 워터젯 레이저 장비는 운동 동기형 등에너지 펄스 제어(Equal-Energy Pulse Synchronous with Motion) 특허 기술을 탑재합니다.
이 기술은 CNC 모션 축의 속도 변화에 관계없이, 가공 경로의 모든 위치에서 동일한 에너지의 레이저 펄스를 조사합니다. 직선뿐 아니라 곡선·기어 형상·비정형 아웃라인 등 자유 형상 가공이 가능하며, 미국(US 8,422,521 B2)·대만·중국·한국·일본·유럽 특허를 보유하고 있습니다.
워터젯 레이저 도입 시 체크리스트
| 항목 | 확인 내용 |
|---|---|
| 소재 특성 | 경도, 취성, 열민감도, 두께 |
| 가공 형상 | 직선/곡선/이형, 홀 직경 및 깊이 |
| 요구 정밀도 | kerf 폭, 수직도, 표면 조도 |
| 생산 규모 | 단품 R&D용 vs 양산 라인 |
| 수처리 환경 | RO/DI 수공급, 배수 처리 |
| 설치 환경 | 진동 격리, 항온항습 조건 |
자주 묻는 질문 (FAQ)
Q1. 워터젯 레이저와 일반 레이저의 가장 큰 차이는 무엇인가요? A. 열영향부(HAZ) 유무입니다. 일반 레이저는 가공 열이 소재에 잔류해 결정 구조를 변형시키지만, 워터젯 레이저는 수류가 동시에 냉각하므로 HAZ가 실질적으로 없습니다. SiC·AlN·다이아몬드처럼 열에 민감하거나 균열이 발생하기 쉬운 소재에 결정적인 차이를 만듭니다.
Q2. SiC 웨이퍼 절단에 워터젯 레이저를 사용하면 실제로 어떤 결과가 나오나요? A. OHI Tech 공급 장비 기준 SiC 웨이퍼 절단 시 kerf 폭 약 96μm, 열영향부 없음, 버(burr) 없는 깨끗한 절단면이 구현됩니다. 블레이드 다이싱 대비 칩핑이 대폭 줄어들고, 수류가 절삭 잔여물을 실시간으로 세정해 추가 세정 공정이 필요 없습니다.
Q3. 워터젯 레이저로 가공할 수 없는 소재가 있나요? A. 소재보다 형상·치수가 제약이 됩니다. 노즐 직경 20~100μm 기준 kerf 폭이 그보다 좁을 수는 없고, 소재 두께는 0.01~30mm 범위입니다. 수분에 반응하는 소재(수용성 재료 등)도 주의가 필요합니다. 불확실한 경우 OHI Tech 시험 가공(Feasibility Test)으로 사전 확인이 가능합니다.
Q4. 이형(곡선·기어 형상) 절단이 가능한가요? A. 가능합니다. OHI Tech 공급 장비에 탑재된 등에너지 펄스 동기 제어(US 8,422,521 B2) 특허 기술이 CNC 속도 변화에 무관하게 모든 경로에서 동일한 에너지를 유지합니다. 곡선, 기어 아웃라인, 자유 형상 등 이형 가공이 직선과 동일한 품질로 처리됩니다.
OHI Tech 워터젯 레이저 장비 공급
OHI Tech는 워터젯 레이저 장비를 공급하며, 반도체·화합물 반도체(SiC/GaN)·세라믹·금속 정밀 가공 분야의 고객사에 맞춤형 가공 솔루션을 제안합니다. 장비 도입 전 실제 소재로 시험 가공(Feasibility Test)을 진행하여 가공 가능 여부와 품질을 사전 확인할 수 있습니다. 소재 사양과 가공 조건을 알려주시면 최적 장비 구성을 안내드립니다.
문의: jino.kim@ohitech.co.kr